Factory-Wide Machine and Production Data Acquisition (MDA/PDA)

Gain More Transparency over Your Machine Data and Process Data to Increase Your Productivity
Machine and production data acquisition (MDA/PDA) and the use of key performance indicators (KPIs) are crucial for factory operators to optimize production. An MDA/PDA solution also allows you to collect and analyze data from production machines and processes, while KPIs serve as performance indicators to assess the success and efficiency of your production. By integrating MDA/PDA and KPIs, you gain valuable insights to optimize production processes, identify bottlenecks and improve overall performance.
Explanations of Terms and Objectives
Production data acquisition is the umbrella term for data and status acquisition within a company. By using more complex software solutions for controlling and managing production, PDA is the first step towards digitalization.
As part of the technical operating data, machine data acquisition comprises the automatic acquisition of real-time data from machines. This data includes all measurable process and product data that are necessary for purpose-specific production control and comprehensive quality management.
Challenges in the Digitalization of Data Acquisition and Evaluation
One of the first steps towards transparent and digital production is recording machine data. Depending on the technological state of the machines, this may involve a variety of challenges. The following questions need to be answered early on in the planning process:
- Do older existing machines have a data interface and what data is provided in accordance with the specification?
- Which data is currently documented using logs and/or report forms?
- Is there an ERP system that already receives data or could use further data?
- Are there production control systems such as an MES or line controller already on site that should be integrated into the monitoring system?
- Could other departments also benefit from the introduction of MDA/PDA, for example through add-ons such as maintenance planning?
MDA/PDA with FabEagle®Monitoring for Production Analysis with KPIs
Based on the MDA/PDA, factory operators calculate KPIs with which they can compare a wide variety of machines and production areas. At the same time, KPIs point to critical weak points in complex production processes and highlight potential sources of costs. Our FabEagle®Monitoring shop floor management software automatically calculates these KPIs and makes them available to users in tables and diagrams.
OEE
OEE (Overall Equipment Effectiveness) is one of the most important business indicators for determining productivity. It is calculated from the availability factor, the performance factor and the quality factor. These factors are formulated based on machine data that is obtained automatically, such as the number of parts produced (IO/NIO), throughput, and the duration of machine states.
Throughput and first pass yield (FPY)
Throughput describes the number of parts produced over time, while first pass yield keeps track of the proportion of parts that did not require any rework or repairs. Data from all machines involved in the production process is collected for evaluation.
Cycle rate
The cycle rate is defined by the configuration of the production machines and is calculated from the time taken to produce each manufactured part. To optimize longer production chains, machine data evaluation can be used to record and analyze the cycle rates of individual machines in order to identify bottlenecks.
Availability and occupancy rate
Availability indicates when the machines are available for production. It is reduced due to downtimes and, if applicable, set-up times.
The occupancy rate describes the proportion of order occupancy during the various process steps in relation to the total processing time. It is a measure of process density, interconnection, and overall waiting times.
Rejection rate
The rejection rate represents the scrap parts expressed as a percentage of the total output. Every percent more means loss of productivity and an increase in costs. The purpose-specific acquisition and analysis of all machine states and process values help factory operators to keep the rejection rate as low as possible.
Alarm statistics
The evaluation of machine alarms and their frequency are performed using alarm statistics. In this respect, it is particularly interesting for factory operators to consider the effects of the alarm frequency multiplied by their duration, so comparisons can be made between machines of the same type and machines in the same process.
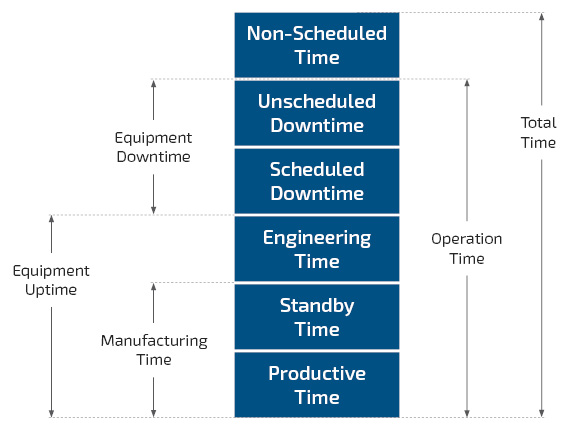
Machine states according to SEMI E10
The SEMI E10 is one of the most common models for defining machine states. The model divides the total time of the machine into six primary states, making it easier to define and track events that reduce productive time.



Your Contact Person
