A Crystal-Clear Future: How Equipmentcloud® Is Revolutionizing the Production of Wafers and Crystals
The future of industrial manufacturing lies in the seamless integration of production processes with the latest information and communication technologies. A groundbreaking example of this is the funding project completed in 2021 entitled “Wafer 4.0 - Manufacturing crystals and wafers in an Industry 4.0 environment.” In this ambitious project, Kontron AIS conducted intensive research together with three other partners to optimize the interface between industrial manufacturing and the very latest information technology.
Partner:
Fraunhofer CSP Institut
PVA Crystal Growing Systems GmbH
PV Crystalox Solar Silicon GmbH
Duration: July 1, 2018 - June 30, 2021
The Key Objective Is to Combine Manufacturing and Information Technology
In order to achieve cost savings with the help of self-optimizing production systems, the objective of the project was to intensify the integration of industrial production and information and communication technologies. Kontron AIS was keen to find a symbiosis between traditional crystal and wafer manufacturing processes and the very latest Industry 4.0 technologies. The overall goal was not only to achieve technological progress, but also to significantly improve production efficiency.
Clear milestone goals were set for this purpose:
- Reduce the levelized cost of electricity (LCOE): The development of self-optimizing production machines aims to reduce electricity generation costs for a photovoltaic system in southern Germany to below 5 cents per kilowatt hour. This is intended to promote environmentally friendly power generation as well as improve the efficiency of photovoltaic systems.
- Decrease module production costs: Another central goal was to achieve low module production costs of less than 40 cents per watt peak by applying flexible, highly automated composite production methods. The intention was to reduce personnel costs while maintaining the highest production quality and bringing about significant energy and material savings with flexible product specifications.
- Develop new production machines: An innovative goal was to develop a new generation of PECVD and PVD machines with impressive output rates of more than 4,000 wafers per hour. At the same time, the plan was to seamlessly integrate these machines into Industry 4.0 concepts in order to create a cutting-edge, networked production environment.
To achieve the ambitious goals of the “Wafer 4.0” project, Kontron AIS focused on establishing an efficient workflow for recording, processing and evaluating machine data. The central challenge here is the development of a seamless integration layer to store the complex production data in the EquipmentCloud® digital transformation solution, and at the same time provide easy access for evaluation purposes.
Data acquisition and storage:
Kontron AIS implemented an advanced integration layer to quickly and easily collect data from various sources. This data, whether it is already existing production data or information freshly obtained from the machines through their interfaces, goes through a partially automated extract, transform, and load (ETL) process. In particular, big data methods were used here. The destination for this data is EquipmentCloud®, which not only provides storage but also provides a solid basis for future analyses.
Data analysis and optimization:
The collected data formed the basis for extensive analyses with the clear goal of identifying correlations in terms of quality and quantity. In addition to classic data analysis, advanced machine learning methods were also used. The knowledge gained from this process was also used to actively optimize the production process. The process model that was developed for identifying correlations played a decisive role here. It helped to discover further connections and at the same time significantly reduce analysis time.
The cloud as a data management system
More and more advanced and closely networked machines require the generated data to be managed efficiently. As a consequence, companies face the challenge of storing, processing and accessing huge volumes of machine data in real time. That is why this task had to be tackled first as part of the research project. As a foundation and hub for data management, the EquipmentCloud® digital transformation solution plays an important role over the entire life cycle of the machines.
From design and development to maintenance and possible decommissioning, all relevant data is collected and stored in EquipmentCloud®. This not only enables efficient monitoring of machine status, but also forms the basis for predictive maintenance and optimization of operating sequences.
The next task was to import the collected data in various formats into EquipmentCloud® so that the digital transformation solution could serve as a central archiving system. As the project developed, two central approaches were investigated: file-based collection and the use of a REST API.
- File-based data acquisition: easy and precise
With this strategy, data is collected in predefined file formats and transferred manually to EquipmentCloud®. It is particularly efficient when data must be collected at specific points in time and real-time transmission is not required. In addition, this method significantly minimizes technical costs and avoids the usual IT challenges that can arise when data is directly linked.
- REST API: Secure and dynamic live connection
The REST API opens up new options for data transfer. This advanced strategy not only enables dynamic live links between systems and the cloud, it also opens up authentication options via OAuth2.0 (Identity Service) — a modern security protocol. In addition, thanks to the clever use of bulk upload, the REST API allows high volumes of data to be transferred efficiently. The advantages of the REST API are summarized in the following three points:
- Real-time data transmission: In industries with rapid response requirements, being able to react immediately to current events at the machine is invaluable.
- Authentication with OAuth2.0: Data security is a top priority. The advanced authentication protocol OAuth2.0 ensures reliable and secure identification.
- Using bulk upload: Especially in environments with high volumes of data, the bulk upload option is a very efficient way of transferring large amounts of data without loss of performance.
Overall, EquipmentCloud® not only enables seamless integration of data, but also provides a flexible and powerful basis for efficiently managing machine data in the cloud. The collected and stored data provides a reliable source of information for manufacturing and is used in subsequent steps.

Focus on Data Management: Optimizing the ETL Process and Cloud Integration
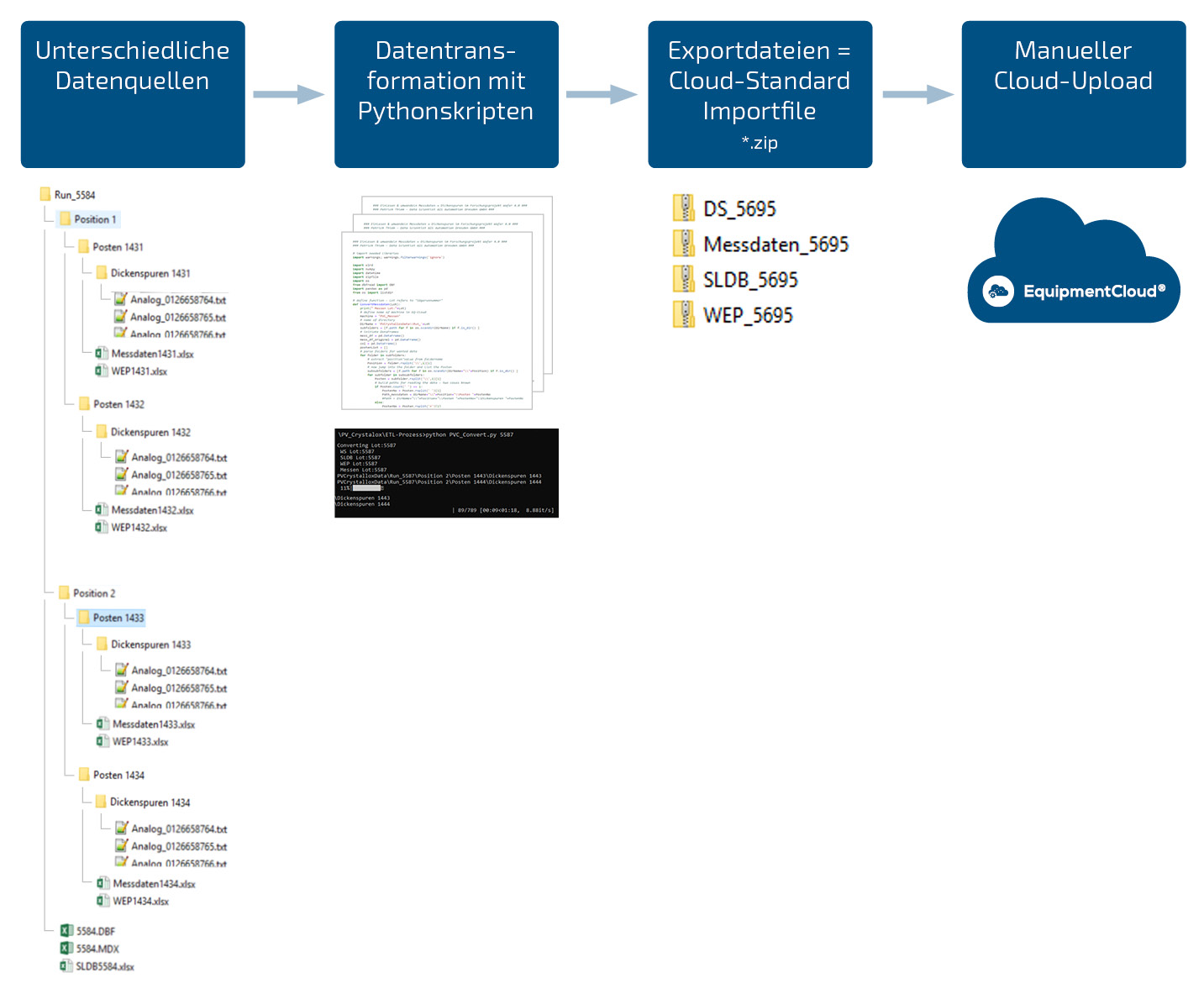
An important part of the project was the comprehensive preparation and provision of measurement data for EquipmentCloud®. A partially automated ETL process played a key role in ensuring that the data is optimally prepared for further analyses.
One step in the ETL process was filtering to reduce the quantity of the existing data. These measures eliminated physically impossible values while creating the basis for precise analyses and subsequent machine learning.
This semi automated process is divided into the three ETL phases:
- Extract: In this phase, data was identified and loaded from various sources. This provided the basis for the next step.
- Transform: The data obtained was brought into a uniform target format to ensure that all information is available in a consistent structure. This homogenization was essential for smooth and effective analysis.
- Load: The transformed data was finally loaded into the target database, where it is available for EquipmentCloud®. This step not only made it possible to store the data, but also laid the foundation for visualization in the cloud.
Python module for cloud integration
A special Python module was developed to effectively transfer the data to the cloud where it can be clearly visualized. This module not only makes data transfer easier, but also creates a user-friendly platform for EquipmentCloud® to monitor the data in real time and use it for analyses.
The subsequent careful preparation and provision of measured data provides the basis for precise analyses, giving EquipmentCloud® efficient access to decisive information.
Two differentiated interfaces were developed for data transfer to EquipmentCloud®. A REST interface has been set up at the backend, which makes it possible to query process, status, alarm and production output values.
The REST API interface reads data from the database in response to a query and returns it as JSON data. Basic authentication is used on the client side to check access rights and visibilities and to grant access only to authorized users.
Python module PyEqCloud
An official Python module called PyEqCloud was also developed to query this data at the frontend. The package makes it possible to retrieve data on a large scale, performant and reliably using the REST interface. It handles all network traffic, providing data to the interface and returning it in Python formats. The module uses the existing REST interface and enables the integration of other analysis systems that can also use the REST interface. PyEqCloud was developed specifically for communication between EquipmentCloud® and a Python development environment and makes it possible to add new functions quickly and easily during ongoing development. The module currently allows you to query time-based and material-related process, alarm, status and production output data. Other functions are also supported, such as querying material data and continuous data retrieval using a data stream.
Data analysis & predictive systems: Identifying potential correlations for training machine learning algorithms
Having obtained an extensive collection of data during the project, potential correlations in the measured values could now be identified. The main objective of enabling process and quality optimization was to be achieved by using application-specific machine learning algorithms and artificial neural networks.
The research focused strongly on detecting previously unknown correlations with causal relationships in the available data. Exploratory statistical data analyses were crucial in gaining deeper insights into relationships. Machine learning models were developed that recognize data patterns and can also contribute to specific optimizations of processes and product quality.
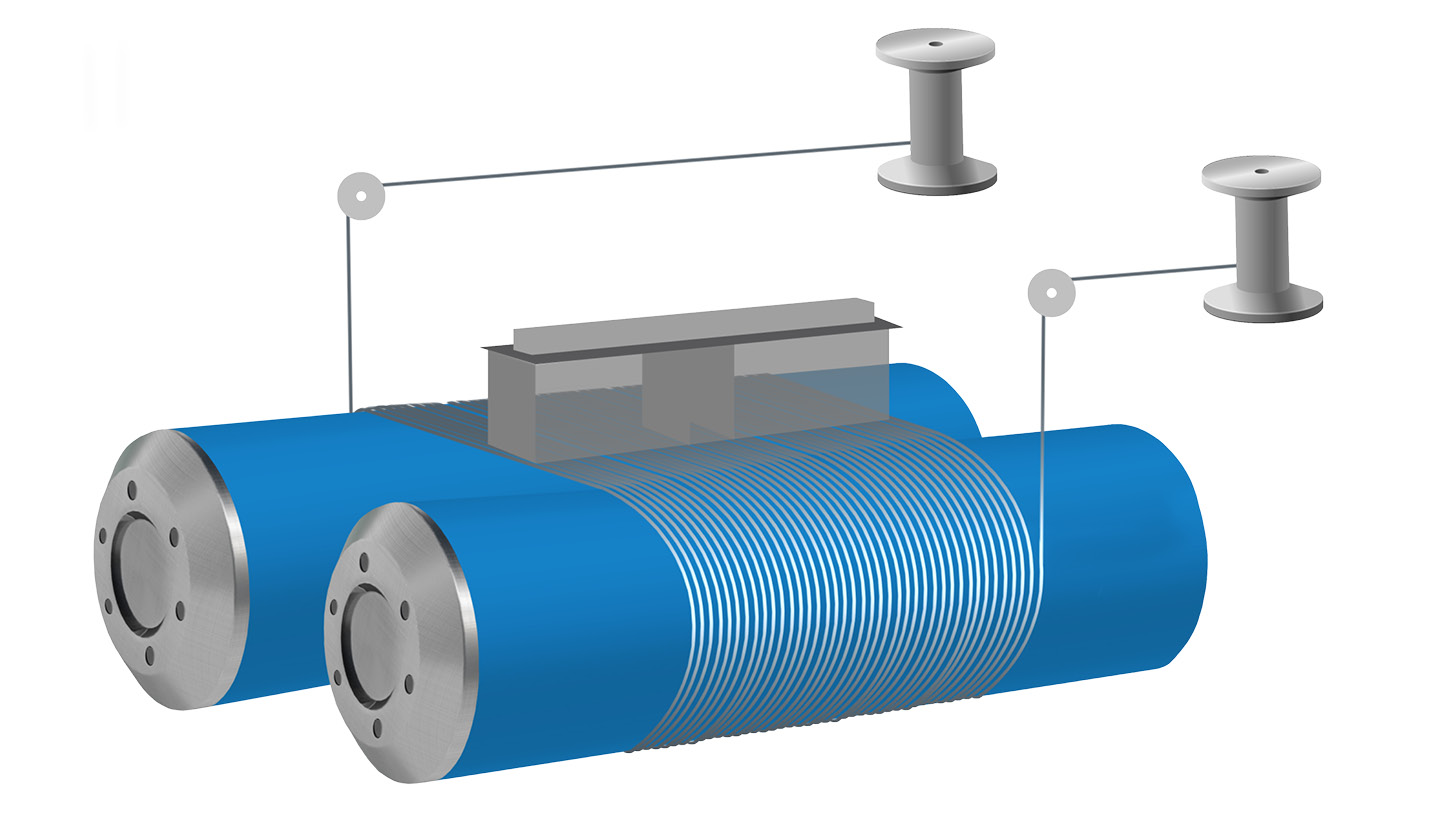
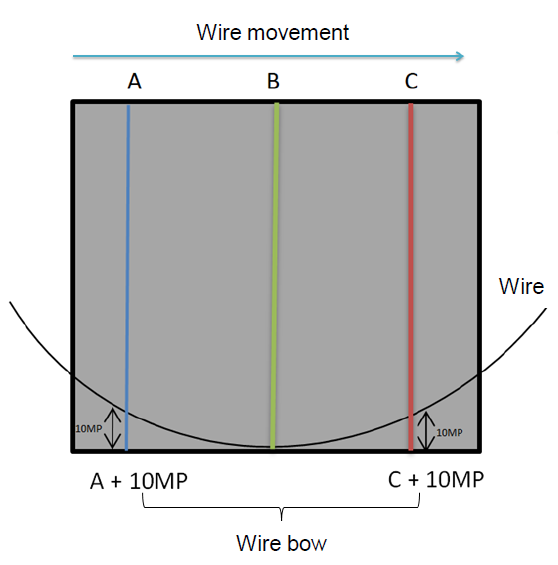
One practical example of an application using this approach was the investigation of the influence of sawing parameters on the variation in wafer thickness. These thickness variations occur during the cutting of a silicon cylinder (see Figure 4) using a wire saw (see Figure 3). The features of the measured thickness traces were analyzed and a machine learning model based on the gradient boosting tree algorithm was created with the aim of predicting these features.
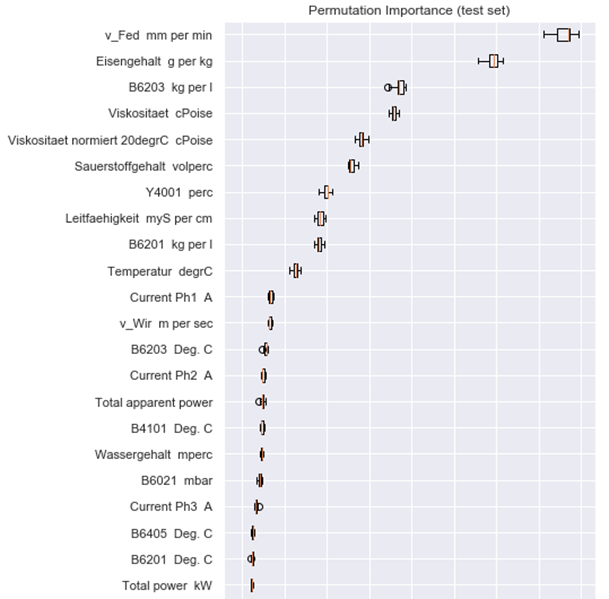
Initially, the analysis showed that the identified correlations were not sufficient to investigate the actual influence of the sawing parameters on the thickness variation traces. Consequently, more features were calculated from the thickness traces in order to obtain more detailed insights. In Figure 5, the features are presented in descending order of permutation importance (determined from one test dataset).
Because there were numerous features, various machine learning models were carefully reviewed. These models were created to comprehensively investigate the complex influence of the sawing parameters on the variations in the thickness traces. Ultimately, the new insights form the basis for deriving precise control information. This information enabled targeted process optimization to be implemented based not only on theoretical assumptions but also on well-founded data and knowledge.
A Glimpse of a Crystal-Clear Future
The research project “Wafer4.0” has been successfully completed. The knowledge gained has also been incorporated into the ongoing development of EquipmentCloud®. That is how the REST interfaces are continuously being expanded and the monitoring module is being optimized to present machine data ever more clearly and intuitively. The Python module, which was developed as part of the project and is now available as open source software, plays an important role in simplifying the processing of machine data. This increases transparency in the production process.
The objective of the project was to strengthen the German mechanical engineering industry. By using data efficiently and implementing advanced technologies, the project has made a contribution to both the manufacturing and information technology sectors of the industry.
The introduction of an integration level has fully embedded the end-to-end production process and laid the foundation for a self-optimizing system. By implementing the ETL process and using application-specific big data methods, data processing has been made more efficient and brought about shorter process times and cost savings.
The systematic optimization and analysis of data created an intelligent production environment. This is based on current data and also proactively anticipates future developments and reacts to them. Cooperation with project partners underlines the importance of combining industrial manufacturing with the very latest information technology. That is how the future of self-optimizing production plants is constantly being expanded. The “Wafer 4.0” research project is a major driving force for future innovations, and symbolizes the impressive fusion of traditional manufacturing processes with the modern age of Industry 4.0.